 Via Alessandrina 300 | 27010 Albuzzano (PV) Italia
Via Alessandrina 300 | 27010 Albuzzano (PV) Italia






Maggior produttività per confezionare lipstick
04-03-2024
Progea Leonardo, lancia un nuovo sistema di confezionamento
Progea Leonardo, giovane realtà dinamica e innovativa che opera da anni nel settore delle macchine speciali e delle attrezzature meccaniche (di cui segue tutta la fase di progettazione, fino alla realizzazione del macchinario stesso) le sfide piacciono. E soprattutto piace vincerle. Proprio come è accaduto di recente con il nuovo sistema per il confezionamento di lipstick. Il sistema, realizzato per una nota Casa di cosmetici e prodotti di bellezza italiana, è in grado di raggiungere un flusso di 70 pezzi/min ed è stato pensato per garantire alti standard di produzione e massima precisione.
Tra tutti i settori in cui opera, quello cosmetico è molto affascinante ed è per questo che, negli ultimi quattro anni, Progea Leonardo ha iniziato a produrre macchine per la compattazione di cipria, oppure per la gestione di prodotti finiti come rossetto e mascara, e dosatori volumetrici per creme e liquidi. Ricerca, progettazione e automazione sono i componenti chiave che sostengono l’azienda nella propria crescita. Grazie all’impiego del robot antropomorfo, infatti, si è potuto avere un aumento della produttività del 110%, infatti da una richiesta iniziale di 60 pezzi/min, la macchina garantisce 70 pezzi/min.
Il confezionamento lipstick
Per le operazioni di confezionamento ci si avvale della macchina A19020, realizzata con lo scopo di sostituire l’operatore a monte della linea di confezionamento dei rossetti.
Progettata e costruita in una solo struttura por- tante, la macchina è divisa in 3 aree distinte, carico
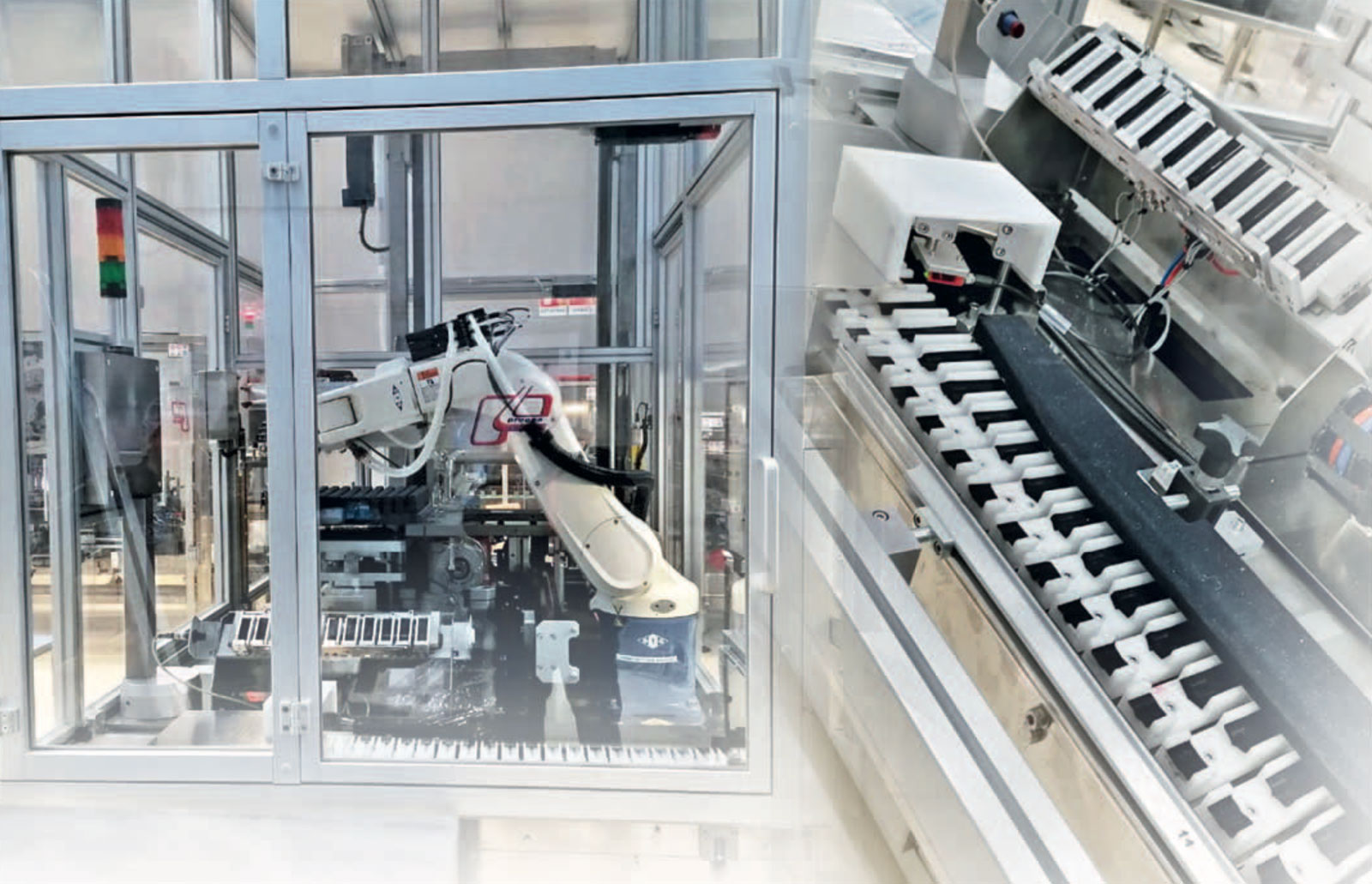
‘A’, presa e deposito ‘B’, scarico termoformati vuoti ‘C’; tutte queste aree sono controllate in modo in- dipendente da un PLC Safety. La prima area ‘A’ è dedicata alla zona di carico dei vassoi con i ros- setti dove un operatore posiziona all’interno di un carrello a 13 ripiani due termoformati per piano contenenti 110 lipstick cadauno. Ovviamente per garantire un’efficienza continua alla macchina, per evitare attese e sprechi di tempo, sono stati costruiti più carrelli per permettere agli operatori di riempire questi ‘buffer’ mentre la macchina sta lavorando. La seconda area ‘B’ è l’area di lavoro dove è stato collocato un robot antropomorfo Denso VS6577 con un tool a depressione controllata a due prese indipendenti, una tavola rotante meccanica a 4 posizioni che serve per il posizionamento nell’area del robot, da buffer e per la posizione di scarico termoformato vuoto. Sempre nell’area ‘B’ è posizionata anche una piccola stazione pneumatica indipendente che è stata chiamata ‘fisarmonica’ perché ha lo stesso movimento e poi un nastro a ca- tena di precisione con facchini dedicati al deposito del prodotto a monte della linea di etichettatura e confezionamento.
Infine c’è l’area di scarico ‘C’ dove si trovano un piccolo magazzino ed un pick & place pneumatico a 4 assi, che ha il compito di prelevare dalla tavola rotante il termoformato vuoto e lo va ad impilare nell’area vuota di scarico. Al massimo si può accumulare il quantitativo di vassoi contenuti in 4 car- relli. Perché è stato scelto di dividere la macchina in 3 aree distinte? Perché così non viene penalizzata la produzione della linea di confezionamento a valle, garantendo sempre una presa ed un depo- sito da parte del robot antropomorfo senza dover continuare a riarmare gli ausiliari ogni volta che si aprono le porte per l’estrazione e l’inserimento di un nuovo carrello o per lo svuotamento manuale dei termoformati vuoti. Questa è stata la mossa vincente che ha permesso di soddisfare le richieste del cliente aumentando anche i ritmi di produzione della linea con un +10% rispetto a quello che si po- teva ottenere con un carico manuale da operatore.
Condividi con:

